
Kühleinsätze aus Densimet® und TZM – für den perfekten Aluminiumguss
Beim Aluminiumgießen wird die Metallschmelze in eine Form gegossen oder hineingepresst. So entstehen beispielsweise Zylinderköpfe oder Felgen sowie viele andere Gussteile aus Aluminium-Legierungen. Dabei müssen die Gießwerkzeuge immer wieder den über 600 °C heißen und aggressiven Metallschmelzen standhalten: für Einsätze aus unserer Wolfram-Schwermetalllegierung Densimet® und der Molybdänlegierung TZM kein Problem.
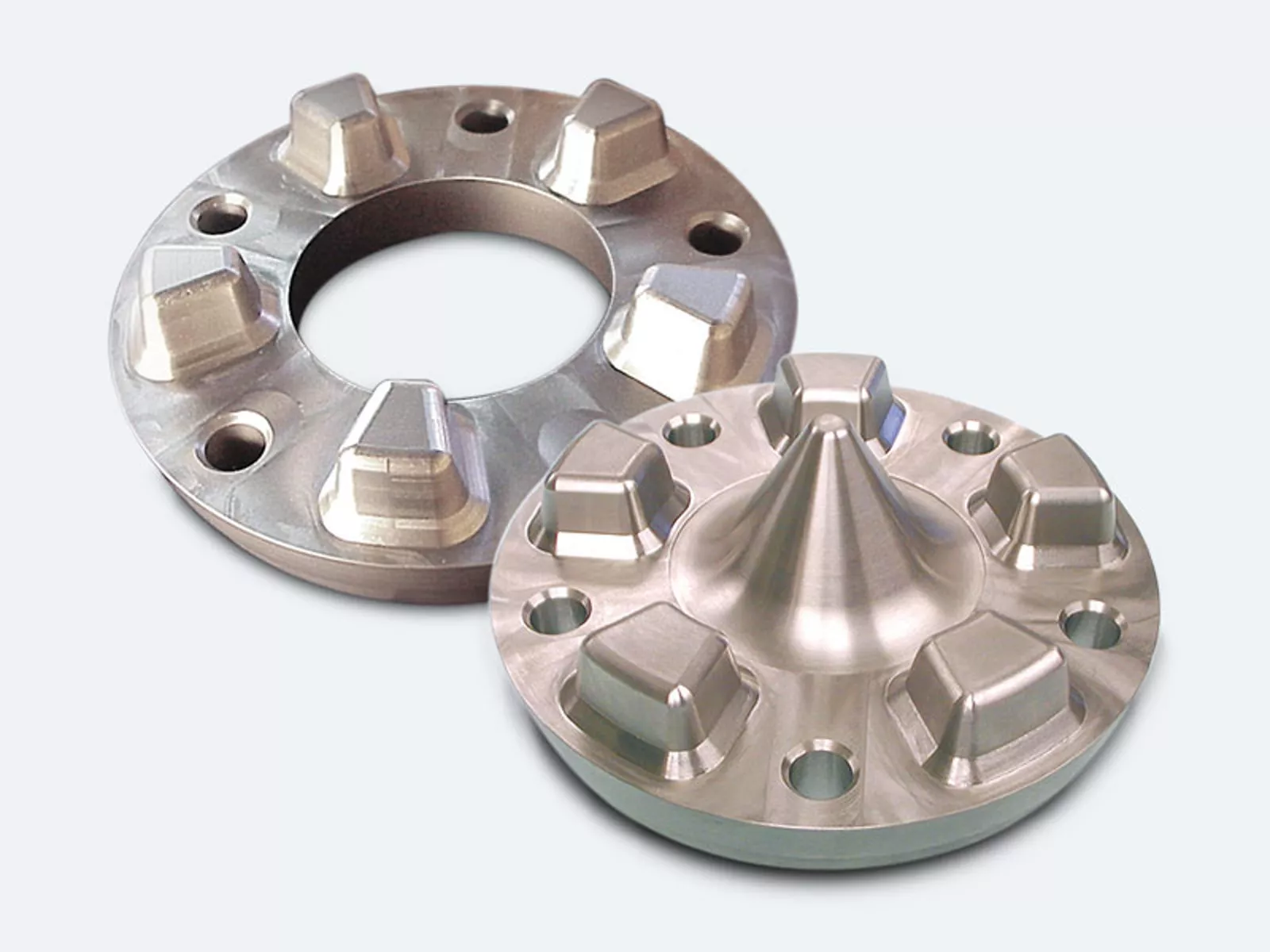
Wir liefern Kühleinsätze, Inserts, Angussringe, weitere Bauteile und Halbzeug zur Optimierung Ihrer Gießform ganz nach Ihren Vorgaben. Darüber hinaus bieten wir Ihnen Einsätze mit Kühlkanälen, die wir mit 3D-Technologien passgenau herstellen.
Ihre Vorteile auf einen Blick:
Höhere Produktivität durch kürzere Zykluszeiten
Beste Oberflächen-
qualität ihrer ProdukteLange Lebensdauer der Gießform
Keine Risse in der Gießform
Keine Lunker in den Gussteilen
Vermeidung von Hotspots > keine Porosität in den Gussteilen
Sehen Sie hier unsere Materialspezifikationen ein:

Flüssiges Aluminium greift die Stahlgießform an und verursacht Risse, Korrosion, Erosion und Ankleben des Aluminiums an der Oberfläche. Löst sich das eisenhaltige Material in der Aluminiumschmelze oder wird der Stahl durch eine hohe Strömungsgeschwindigkeit von Aluminium abgetragen, verschleißt die Formoberfläche zunehmend.
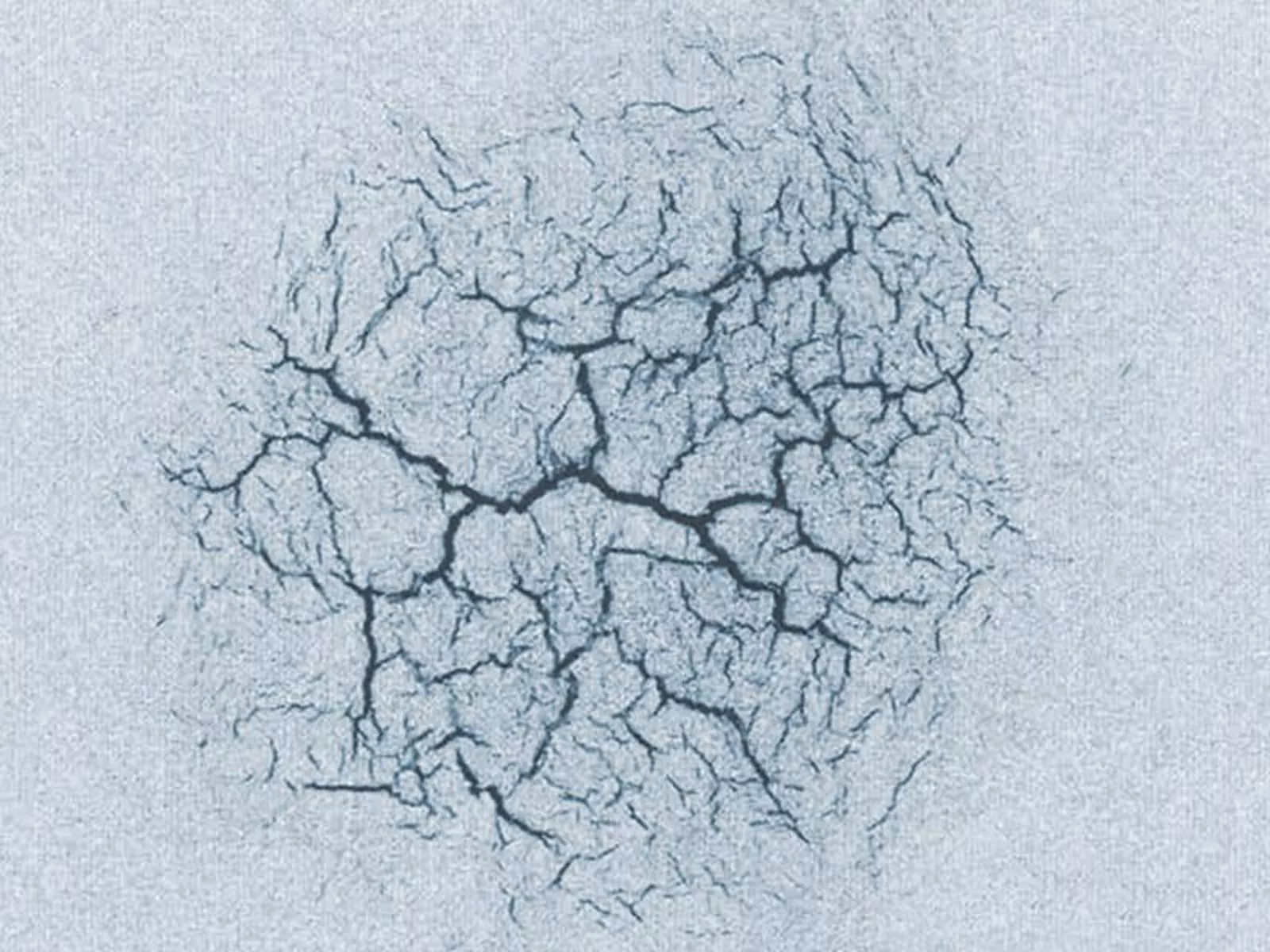
Auch die Temperaturwechsel machen Werkzeugen und Bauteilen beim Vergießen von Metallschmelzen zu schaffen: Unterschiedliche Temperaturverteilungen und unterschiedliche thermische Ausdehnungskoeffizienten führen zu Wärmespannungen. Risse und Verformungen als Folge thermischer Ermüdung können zum völligen Ausfall des Bauteils führen.
Der ideale Werkstoff für Aluminium-Gießformen erfüllt also höchste mechanische, thermophysikalische, chemische und tribologische Anforderungen. Herkömmliche Warmarbeitsstähle, mit Legierungszusätzen wie Chrom und Molybdän, erfüllen heutige Erwartungen nicht mehr. Was tun? Wer Kosten einsparen und die Produktivität steigern will, sollte gerade in den hochbeanspruchten Gießformen auf hochwertige Werkstoffe setzen.
Unsere Werkstoffe für den Aluminiumguss
Molybdän und Wolfram gehören zu den sogenannten Refraktärmetallen - es sind also Metalle mit einem Schmelzpunkt von über 1.700 °C. Molybdän schmilzt bei 2.610 °C und Wolfram sogar erst bei 3.407 °C. Beiden gemeinsam ist ein geringer thermischer Ausdehnungskoeffizient, der etwa ein Drittel von Stahl beträgt. Hingegen übersteigt die Wärmeleitfähigkeit von Densimet die eines 1.2343 Stahls etwa um das 4-fache.
Der hohe Elastizitätsmodul von 360 GPa bis ca. 385 GPa stellt eine ausreichend hohe Steifigkeit gerade bei hohen Temperaturen sicher. Die mechanischen Eigenschaften von Molybdän und Wolfram hängen vom Verformungsgrad, der Reinheit und ihrem Rekristallisationsgrad ab. Die Festigkeit bei Raumtemperatur liegt zwar unter derjenigen vergüteter Warmarbeitsstähle. Aber bei 650 °C ist die Festigkeit vergleichbar mit der von Warmarbeitsstahl.
| D2M | D185 | TZM | 1.2343 Stahl | |
| Korrosion | + | + | ++ | -- |
| Oxidation | ab 600 °C | ab 600 °C | ab 400 °C | unerheblich |
| Wärmeleitfähigkeit (500 °C) [W/m K] | 65 | 90 | 127 | 30 |
| Temperaturwechselbeständigkeit | ++ | ++ | ++ | -- |
| Kerbschlagzähigkeit | - | - |
0 | ++ |
| Zugfestigkeit Rm (RT*) [MPa] | 990 | 800 |
780 | 1200 - 1600 |
| Zugfestigkeit Rm (500 °C) [MPa] | 670 | 600 | 500 | 100 - 1400 |
| Dehngrenze Rp0.2 (RT*) [MPa] | 700 | 600 |
730 | 1000 - 1400 |
| Dehngrenze Rp0.2 (500 °C) [MPa] | 460 | 420 |
490 | 650 - 900 |
| Bruchdehnung A5 (RT*) [%] | 18 | 10 |
19 | 10 - 15 |
| Bruchdehnung A5 (500 °C) [%] | 16 | 7 |
15 | |
| E-Modul [GPa] | 360 | 385 |
320 | 214 |
| Thermischer Ausdehnungskoeffizient αth (500 °C) [10-6 K-1] |
5.6 | 5.2 | 5.5 | 13.0 |
| Härte [HRC] | max. 31 | max. 31 | 25 | >45 |
*RT = Raumtemperatur
++ (sehr gut), + (gut), -- (weniger gut)
TZM: Molybdän mit 0,5 % Titan, 0,08 % Zirkon, 0,01-0,04 % Kohlenstoff
D185: 97 % Wolfram, Rest: Nickel und Eisen
D2M: 90 % Wolfram, Rest: Nickel, Molybdän und Eisen
Wolframlegierungen D2M und D185
Reines Wolfram ist sehr schwierig zu bearbeiten und bei niedrigen Temperaturen ausgesprochen spröde. Wolfram wird im Formenbau deshalb nur als Verbundwerkstoff verwendet. Mit Eisen und Nickel bzw. Eisen, Nickel und Molybdän entsteht Densimet® - unser zweiphasiger Werkstoff, der aus einer Binderphase und darin eingelagerten Wolframpartikeln besteht.
Eisen, Nickel und Molybdän machen Wolfram wesentlich besser mechanisch bearbeitbar als das reine Wolfram. Der Wolframanteil in unseren Densimet®-Werkstoffen beträgt bis zu 97 %.
Einsätze für den Aluminiumguss fertigen wir vorwiegend aus Densimet® 185 (D185) und Densimet® D2M. Aufgrund der höheren mechanischen Festigkeit setzen unsere Kunden D2M meist im Hochdruckguss ein. Wegen seiner besonders hohen Wärmeleitfähigkeit wird D185 vor allem im Schwerkraft- und Niederdruckguss zur optimalen Temperaturverteilung in der Gussform verwendet. Wir beraten Sie gerne und finden das passende Material.
Molybdänlegierung TZM
Die physikalischen Eigenschaften von TZM unterscheiden sich kaum von reinem Moybdän. Doch mit geringen Mengen kleiner, feinster Karbide ist TZM im Vergleich zu reinem Molybdän fester und hat eine höhere Rekristallisationstemperatur sowie eine höhere Kriechfestigkeit.
Die besonderen Vorteile unserer Werkstoffe im Detail
- Exzellente Wärmeleitfähigkeit
Exzellente Wärmeleitfähigkeit
Die Wärmeleitfähigkeit unserer Wolfram-Schwermetalllegierung Densimet® und der Molybdänlegierung TZM ist bis zu vier Mal höher als jene von herkömmlichem Stahl. Ihr Vorteil: Die Gießform kühlt an den entscheidenden Stellen wesentlich schneller ab und sie schaffen mehr Gießzyklen in kürzerer Zeit.
Zudem ist durch die schnelle Wärmeabfuhr die Mikrostruktur (Dendriten-Arm-Abstand) der Aluminium-Gussstücke wesentlich feiner. Das führt zu optimierten mechanischen Eigenschaften ihrer Produkte wie etwa einer erhöhten Festigkeit. Die hohe thermische Leitfähigkeit von Molybdän und Wolfram bewirkt eine schnelle Wärmeabfuhr und sorgt somit für einen geringen Temperaturunterschied zwischen der Gusseinsatzoberfläche und dem Kern des Gussteils.Die Oberflächentemperatur unserer Gießeinsätze ist bei gleichem Energieeintrag wesentlich geringer als jene von Stahl: In Kombination mit der hohen Wärmeleitfähigkeit von Densimet® besteht deshalb keine Gefahr, dass beim Gießprozess Risse im Gusseinsatz entstehen.
Wenn die Aluminium-Schmelze unregelmäßig erstarrt, entstehen nicht selten Gussfehler wie Lunker und Poren. Vor allem in Bereichen unterschiedlicher Wandstärken. Eine gezielte Wärmeabfuhr kann das vermeiden. Unsere Wolfram- und Molybdänlegierungen kühlen das Aluminium-Gießteil genau dort, wo das Material schneller erstarren soll. So können Sie in vielen Fällen Fehler vermeiden und auf eine aufwendige Zusatzkühlung verzichten.
- Geringe thermische Ausdehnung
Geringe thermische Ausdehnung
Da im Gießverfahren die Aluminiumschmelze auf die kältere Oberfläche des Gießeinsatzes trifft, kommt es aufgrund einer hohen thermischen Ausdehnung häufig zu Brandrissen im Material. Besonders im Hochdruckguss können an der Gießform Rissnetzwerke entstehen. Der thermische Ausdehnungskoeffizient von Densimet® und TZM ist im Vergleich zu Stahl um ein Drittel geringer und vermeidet Brandrissigkeit in der Gießform. Ihr Vorteil: Die gefertigten Gussstücke haben eine optimale Oberflächengüte. Sie profitieren von weniger Ausschuss und haben weniger Instandsetzungsaufwand.
- Geringer Verschleiß
Geringer Verschleiß
Nach einer gewissen Zahl von Abgüssen verringert sich die Oberflächenhärte von Gießformen aus Warmarbeitsstahl. Ausgehend von einem geringeren Festigkeitsniveau beobachtet man bei den Refraktärmetallen hingegen keinen Härteabfall.
Da eine klassische Härtung von Molybdän und Wolfram durch Wärmebehandlungen nicht möglich ist, kann auf das endbearbeitete Bauteil eine Schutzschicht aufgetragen werden. Es eignen sich dazu herkömmliche PVD-Schichten wie CrC oder TiAl. Wir bieten daneben eine eigene verschleißfeste Schicht an, die die Oberflächenhärte auf über 1000 HV erhöht, ohne die Korrosionsbeständigkeit des Materials zu beeinflussen. Interessiert? Sprechen Sie mit uns!
- Hohe Korrosionsbeständigkeit
Hohe Korrosionsbeständigkeit
Besonders wenn Aluminium mit hohen Geschwindigkeiten eingespritzt wird, können herkömmliche Gießeinsätze und Kerne leicht erodieren. Molybdän und Wolfram lösen sich in Aluminiumschmelze nicht. Gießeinsätze aus Densimet® und TZM sind besonders erosions- und korrosionsbeständig. Da unser Werkstoff nicht mit der Aluminiumschmelze reagiert, bleiben etwa beim Herauslösen der Gusskörper keine Metallreste auf dem Formeinsatz kleben. Ihr Vorteil: Die Einsätze sind länger verwendbar, müssen nicht aufwendig gereinigt werden und sind schnell für den nächsten Guss bereit.
Materialeigenschaften im Vergleich verschiedener Temperaturen*
| T[°C] | ρ[g/cm3] | cp[kJ/kg K] | λ[W/m K] | α[ • 10-6 1/K] | E [GPa] | Rm[MPa] | Rp0.2[MPa] | A5[%] |
| 20 | 17.3 | 0.149 | 65 | 5.3 | 360 | 990 | 670 | 18 |
| 200 | 17.2 |
0.156 | 66 | 5.5 | 350 | 890 | 600 | 17 |
| 500 | 17.1 | 0.160 | 68 | 5.6 | 333 | 700 | 460 | 16 |
| 800 | 17.0 | 0.163 |
69 | 5.7 | 320 | 490 | 330 | 14 |
| T[°C] | ρ[g/cm3] | cp[kJ/kg K] | λ[W/m K] | α[ • 10-6 1/K] | E [GPa] | Rm[MPa] | Rp0.2[MPa] | A5[%] |
| 20 | 18.5 | 0.145 | 90 |
5.0 | 385 | 800 |
600 | 10 |
| 200 | 18.4 |
0.149 | 91 |
5.1 | 365 | 720 |
520 |
9 |
| 500 | 18.3 |
0.154 | 92 |
5.2 |
350 | 600 |
420 |
7 |
| 800 | 18.2 | 0.158 |
93 |
5.3 | 340 | 480 | 320 | 5 |
| T[°C] | ρ[g/cm3] | cp[kJ/kg K] | λ[W/m K] | α[ • 10-6 1/K] | E [GPa] | Rm[MPa]* | Rp0.2[MPa]* | A5[%]* |
| 20 | 10.20 | 0.256 | 148 |
5.32 | 339 | 789 |
738 |
19 |
| 200 | 10.19 |
0.266 | 137 |
5.38 | 328 | 702 |
554 |
16 |
| 500 | 10.18 | 0.281 | 127 |
5.53 | 309 | 502 |
493 | 15 |
| 800 | 10.15 | 0.296 |
121 |
5.73 | 289 | 445 | 440 |
15 |
| 1000 | 10.14 | 0.306 | 119 | 5.88 | 274 | 386 | 374 | 19 |
| 1500 | 10.10 | 0.330 | 114 | 6.30 | 231 | 150 | 140 | 40 |
*TZM-Stab ∅ 25 mm spannungsarm geglüht, Daten aus Zugversuch
| T[°C] | ρ [kg/cm3] | cp[kJ/kg K] | λ[W/m K] | E[GPa] | α[ • 10-6 1/K] | Rp0.2[MPa] | Rm[MPa] |
| 20 | 7740 |
0.461 |
25.0 |
217.6 |
8.7 |
1300 |
1500 |
| 100 | 7720 |
0.496 |
26.0 |
212.9 |
11.5 |
1250 |
1450 |
| 300 | 7670 |
0.568 |
28.9 |
198.2 |
12.2 |
1100 |
1300 |
| 500 | 7600 |
0.550 |
29.5 |
178.9 |
12.9 |
750 |
950 |
| 700 | 7540 | 0.610 | 29.2 | 158.2 |
13.2 |
400 | 550 |
*Bei Angaben zu Materialeigenschaften handelt es sich um typische /charakteristische Richtwerte. Diese werden nach bestem Wissen gemacht, aber ohne Gewähr.
Mit besten Empfehlungen
Setzen Sie auf unsere Erfahrung, wenn es um das Bearbeiten von Molybdän und Wolfram geht. Wir liefern Ihnen unsere Einsätze gerne nach Ihren Zeichnungsvorgaben und Toleranzen.
Sie möchten es dennoch lieber selbst machen? Die spanabhebende Bearbeitung von Densimet® ist ähnlich wie die Bearbeitung von Warmarbeitsstahl. Auch Molybdänwerkstoffe sind gut bearbeitbar. Sie haben jedoch gewisse Eigenschaften, die Sie bei der Bearbeitung berücksichtigen sollten. Unsere konkreten Empfehlungen finden Sie auf unserer Werkstoffseite.
Densimet® WR-Schweißzusatz
Sollten Sie nach langem Einsatz unserer Densimet® Einsätze Erosionen oder Auswaschungen am Material entdecken, kein Problem: Mit unserem Densimet® WR-Schweißzusatz können Sie die betroffenen Flächen durch Auftragsschweißen wieder instand setzen und die Gießform für viele weitere Zyklen verwenden. Stäbe aus Densimet® WR liefern wir in unterschiedlichen Längen und Durchmessern - ganz nach Ihrem Wunsch.
