
Sputtertargets aus Titan-Diborid
Titan-Diborid (TiB2) ist bekannt für seine extreme Härte. Im Gegensatz zu anderen Beschichtungen reagiert TiB2 nicht mit Aluminium. Dies hat zur Folge, dass sich beim Bearbeiten von Aluminium keine Materialpartikel an der Werkzeugspitze festsetzen können. Wir vermeiden damit den schnellen Verschleiß von Werkzeugen durch höheren Krafteinsatz zur Spanabhebung und den vorzeitigen Bruch der Werkzeugspitze. Werkzeuge mit Titan-Diborid-Beschichtungen eignen sich somit besonders gut zum Bearbeiten und Zerspanen von Aluminium und anderen Nichteisenmetallen.
Die Vorteile unserer Targets auf einen Blick:
Hohe Dichte
Exzellente thermische Schock-
beständigkeitOptimale, homogene Mikrostruktur
Höchste Materialreinheit
Unübertroffene Produktqualität
Die wichtigsten Eigenschaften auf einen Blick:
| Reinheit [%] | 99,7 |
| Garantierte Dichte [g/cm3] | 4,40 |
| Korngröße [µm] | 2 |
| Wärmeleitfähigkeit [W/(m·K)] | 64 |
| Thermischer Ausdehnungskoeffizient [1/K] | 7,4 · 10-6 |
Qualität, auf die Sie sich verlassen können
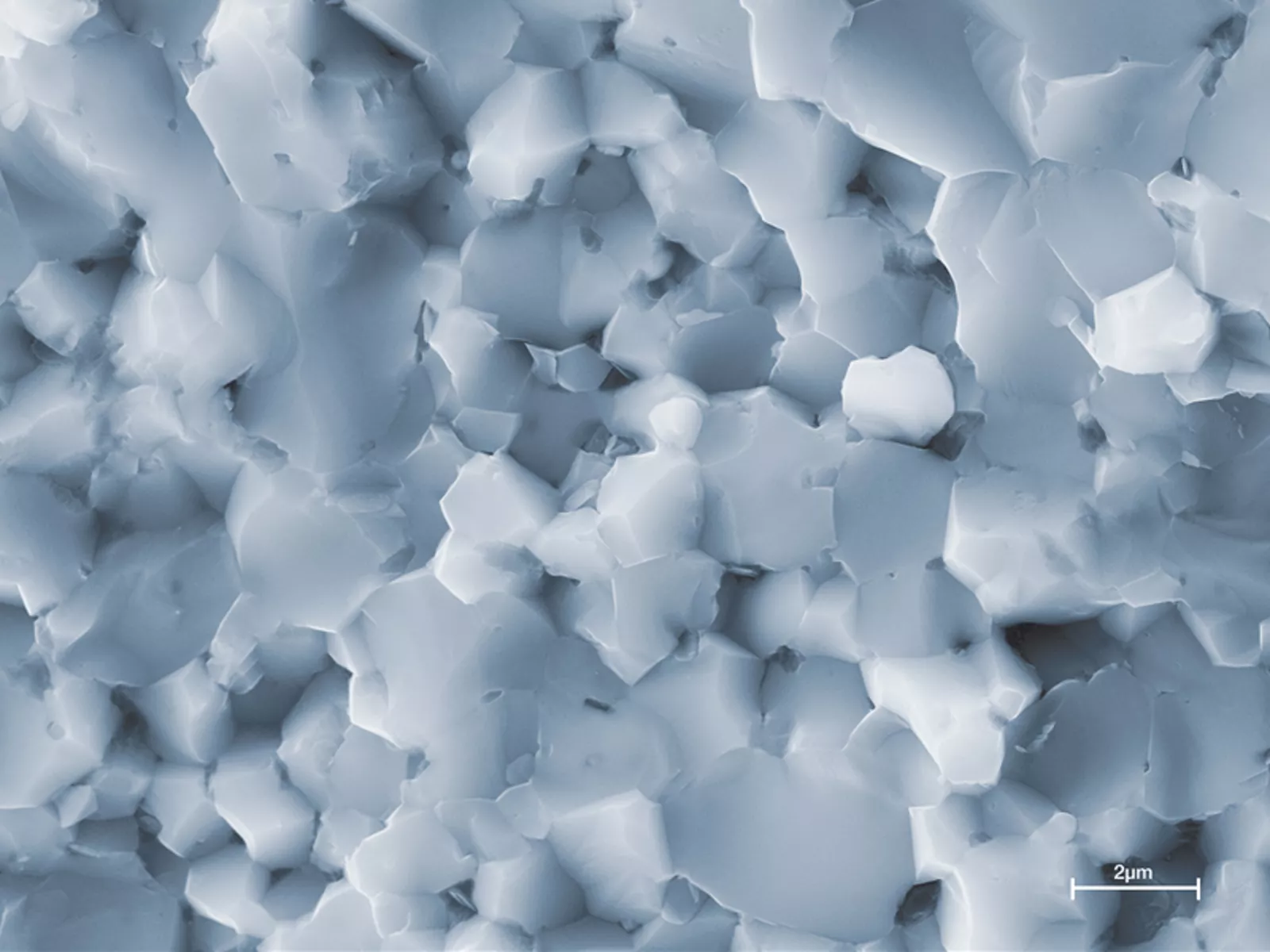
Da wir das TiB2-Pulver speziell vorbehandeln, ist die Mikrostruktur unserer Targets sehr fein und homogen. Der Vorteil: Das Targetmaterial wird im Beschichtungsprozess gleichmäßig abgetragen und Ihre Beschichtung ist glatter.
Hohe Dichte garantiert glatte Schichten
Als keramischer Werkstoff benötigt Titan-Diborid zur Verdichtung hohe Temperaturen von 1.700 bis 2.000 °C. Deshalb stellen wir unsere Targets mittels Heißpressen her und erreichen somit mindestens 98 % der theoretischen Dichte. Dadurch lösen sich beim Sputtern keine Pulverpartikel aus dem Target. Das Ergebnis: ein perfekter Schichtaufbau und beste Haftung der Beschichtung.
Exzellente Thermoschockbeständigkeit sichert lange Lebensdauer
Während des Beschichtungsprozesses ist das Target hohen Temperaturen ausgesetzt. Nach dem Sputtern kühlt das Material schnell wieder ab. Es kann zu Rissen im Target oder Brüchen kommen. Durch die spezielle pulvermetallurgische Herstellung sind unsere Targets besonders thermoschockbeständig und halten auch unzähligen Temperaturzyklen problemlos stand.
Unübertroffene Materialreinheit für beste Qualität
Je reiner das Beschichtungsmaterial, desto besser ist die Qualität der Hartstoffschicht. Wir verwenden von Anfang an nur reinstes Pulver, mischen es in eigenen Anlagen und sorgen so für höchste Materialreinheit. Wir überwachen jeden Schritt - vom Pulver bis zum fertigen Produkt - und garantieren Ihnen, dass nur Targets mit der spezifisch garantierten Dichte, Reinheit und einer homogenen Mikrostruktur unser Haus verlassen.
Alles aus einer Hand - vom Pulver bis zum fertigen Target

Als führender Target-Hersteller haben wir alles selbst in der Hand. Vom Mischen und Pressen des Metallpulvers bis zum Umformen, Bearbeiten und Bonden unserer Targets: die Entwicklung neuer Werkstoffe zur Optimierung von Beschichtungsverfahren und Schichten eingeschlossen. Selbstverständlich prüfen wir die Qualität unserer Targets mit neuesten Messmethoden.
Verwendbar für folgende Beschichtungsverfahren
Hartstoffschichten aus Titan-Diborid werden im Magnetronsputterverfahren auf das Werkzeug aufgebracht. Wir liefern dafür rein keramische TiB2 Sputtertargets sowie gebondete Targets auf Rückplatten aus Molybdän oder Kupfer. Unsere gebondeten Targets sind aufgrund der Rückplatte stabil, bruchsicher und gut handhabbar. Als Lot setzen wir meist Indium ein.
- Reaktives MagnetronsputternZum Video "Wie PVD-Beschichtung funktioniert"
Dünnschichten aus Molybdän werden mithilfe des Magnetronsputtern (= Kathodenzerstäubung) aufgebracht (gesputtert). In diesem vakuumbasierten Beschichtungsprozess liegt das Ausgangsmaterial in Form eines Sputtertargets vor.
In einer Vakuumkammer wird durch Anlegen einer Spannung von einigen Hundert Volt und Einlassen von Argongas ein Plasma gezündet. Dieses besteht aus reinem Argon, positiv geladenen Argon-Teilchen (Argon-Ionen) und freien Elektronen. Die positiv geladenen Argon-Ionen werden durch ein elektrisches Feld zu der negativ geladenen Kathode (Target) hin beschleunigt. Dort treffen sie mit hoher kinetischer Energie von einigen zehn bis Hundert Elektronenvolt (eV) auf die Targetoberfläche. Ähnlich wie beim Billardspiel schlagen die Argonteilchen Sputtertargetatome aus der Oberfläche heraus. So wird das Beschichtungsmaterial langsam abgetragen. Die freigesetzten Atome des Targets fliegen durch die Vakuumkammer in Richtung der gegenüberliegenden Substrate, wo sie sich als dünne Schicht niederschlagen (ähnlich wie bei einem Badezimmerspiegel, der während des Duschens durch Wasserdampf beschlägt).
Borid Targets für verbesserte Schichtwerkstoffe

Im Rahmen eines Christian-Doppler Labors forschte Plansee mit Oerlikon Surface Solutions AG und dem Institute of Materials Science and Technology der Technischen Universität Wien an verbesserten Schichtwerkstoffen.
Das Ergebnis: W1-xTaxB2 Schichten. Durch die Zugabe von bis zu 26 At.-% Tantal in die bevorzugte α-Kristallstruktur von WB2 erhöht sich die thermische Stabilität von 800 °C auf bis zu 1.400 °C. Das Forschungsteam konnte theoretisch und experimentell nachweisen, dass dieser Effekt auf einer Stabilisierung der Kristallstruktur durch Leerstellen basiert. Die Publikation belegt, dass durch die Zugabe von Tantal die sehr hohe Bruchzähigkeit von α- WB2 nicht negativ beeinflusst wird. Ein grundlegender Aspekt, da die meisten Diboride aufgrund ihrer Sprödigkeit bisher nicht den Weg in die Anwendung finden konnten.
Weitere Produkte für die Beschichtungstechnik
Gerne liefern wir passende Befestigungsmaterialien wie Grafitfolien, Schrauben, Scheiben und Bolzen sowie Arc-Kathoden. Besuchen Sie auch unsere Produktseiten für weitere Materialien:
