Whether as a tubular cathode, round cathode, or planar sputtering target, we can provide a tailor-made target for your application. The most important information at a glance:

Titanium-aluminum sputtering targets and cathodes
Our titanium-aluminum (TiAl) targets and cathodes ensure hard and oxidation-resistant nitride coatings (TiAlN) on drills, cutters, indexable cutting inserts, and other tools. Fast feed speeds, excellent cutting performance, and a large chip volume: no problem with coatings based on titanium-aluminum. Just one thousandth of a millimeter of our materials reliably protects your tool against wear and thereby extends the service life. TiAl targets and cathodes are also used for decorative coatings on electronic devices such as cell phones, glasses frames, or dials on luxury watches.
The advantages of our targets at a glance:
High ductility
Excellent thermal conductivity
Optimum, homogeneous microstructure
Highest material purity
Production according to your specific requirements
| Titanium / Aluminum share [At.-%] | 25 / 75 | 30 / 70 | 33 / 67 | 40 / 60 | 50 / 50 | 75 / 25 |
| Purity [%] | 99.7 | 99.7 | 99.7 | 99.7 | 99.7 | 99.7 |
| Guaranteed density [g/cm3] | 3.11 | 3.20 | 3.26 | 3.38 | 3.56 | 4.00 |
| Standard grain size / Fine grain [µm] | 100 / 50 | 100 / 50 | 100 / 50 | 100 / 50 | 100 / 50 | 100 / 50 |
| Thermal conductivity [W/(m·K)] | 115 | - | 102 | - | 61 | 30 |
| Thermal coefficient of expansion [1/K] | 21 · 10-6 | 18 · 10-6 | 16 · 10-6 | 13 · 10-6 |
Quality you can rely on
High ductility guarantees a long service life
Our sputtering targets and arc cathodes have to withstand a huge amount of stress during the coating process. Forces of up to one metric ton are applied to the material at the edge of the target. Whereas brittle materials would break, our material is particularly ductile thanks to the elementary aluminum. In order to achieve the high ductility of the TiAl targets, the aluminum must be distributed as homogeneously as possible. We therefore mix our titanium-aluminum powder carefully and then compress the material by means of forming. This makes the microstructure of our materials considerably more homogeneous and finer than materials produced by means of a metal fusion process. The advantage to you of our powder metallurgical manufacturing process: particularly break-proof targets.
Excellent thermal conductivity guarantees smooth layers
Our targets and cathodes are exposed to high temperatures during the coating process. But it takes a lot to make our material work up a sweat. Thanks to their aluminum content and high material density, our cathodes and targets are particularly thermally conductive and transfer the heat easily to the copper plate behind. When heat builds up, the target material is stripped away unevenly and droplets form on the surface of the tool coating. But our target stays cool and the coating becomes smoother.
Optimum microstructure for the perfect layer
Coarse or fine metal powder? Forging, HIP, or other types of axial forming? We vary and combine our manufacturing processes to ensure you achieve a particularly smooth and fine layer. We never take our eyes off the goal: the optimum microstructure of our targets and cathodes. This means that considerably fewer droplets form on your product during coating. The result is particularly smooth layers.
Unsurpassed material purity for top quality
The purer the coating material, the better the quality of the hard material layer. From the outset, we only use the purest powder and mix this in our own facilities to guarantee the highest material purity. We monitor every step – from the powder to the finished product – ensuring that only targets with the specific guaranteed density, purity, and a homogeneous microstructure leave our factory.
Everything from a single source – from the powder to the finished target

As a leading target manufacturer, we do everything ourselves. From mixing and pressing the metal powder to forming, machining, and bonding our targets, we also develop new materials to optimize both coating processes and layers. And of course we test the quality of our targets using state-of-the-art measurement methods.
Oerlikon Balzers is a company that relies on targets and cathodes from Plansee. The leading manufacturer of tool and component coatings is particularly impressed by the above-average performance and wide scope of applications of the aluminum-chromium-nitride coatings.
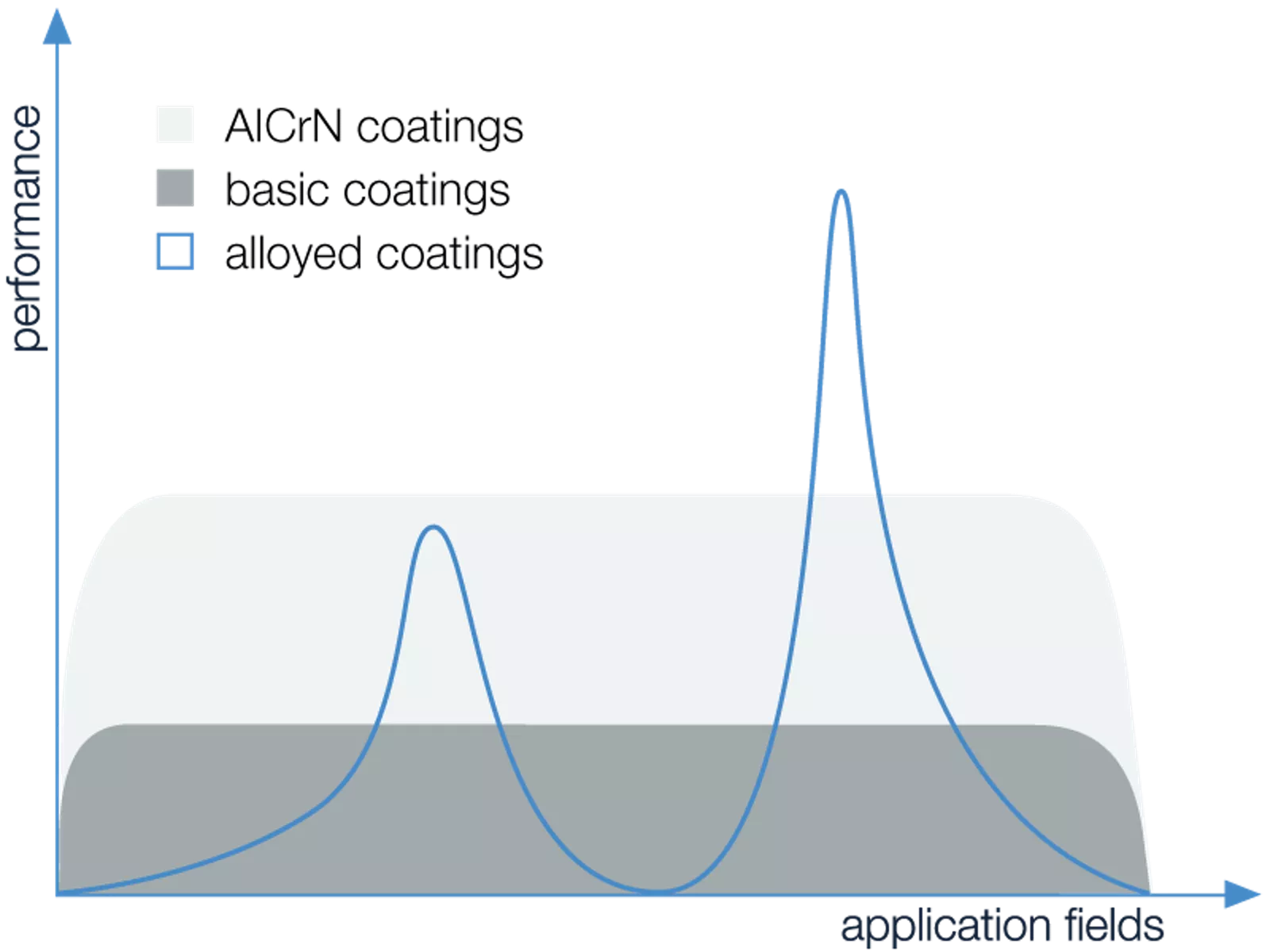
Standard coatings (referred to as 'basic coatings' in the diagram) made of TiN or TiAIN have a very wide scope of applications with good average performance. With the AlCrN coatings, our customers achieve even greater performance in just as wide a field of application. For even greater optimization in the case of special applications, the performance of the coating can be significantly improved again through the targeted use of further elements in the TiAl or AlCr targets ('alloyed coatings').
Can be used for the following coating processes
If there's something we know for sure, it's that everything in the PVD coating process must be perfectly matched. It is only with the perfect interplay between high-quality sputtering targets, arc cathodes, and process parameters that the layer that suits your exact requirements can be produced. This means that new coating materials are continuously being developed in cooperation with our customers and numerous development institutes.
Our materials are applied either by means of a reactive magnetron sputtering process or arc evaporation and form a nitride hard material layer on the substrate in the nitrogen atmosphere.
- Reactive magnetron sputtering
Hard material layers and decorative layers based on aluminum, titanium, zirconium, chromium, and ceramics are applied to tools, components, and other products by means of reactive magnetron sputtering.
The coating material is placed opposite the product to be coated as a sputtering target in a vacuum chamber. The chamber is filled with argon gas and a voltage of several hundred volts is applied. This ignites a plasma made of positively charged argon particles (argon ions) and free electrons. The positively charged argon ions are accelerated towards the negatively charged cathode (target). There they hit the target surface with a high kinetic energy of up to several hundred electron volts (eV). As a result, the argon particles force sputtering target atoms out of the surface. A potential is now applied between the vacuum chamber and the substrate. This causes the particles of the hard material to accelerate towards the workpiece to be coated. There they react with a reactive gas that has been introduced (nitrogen, carbon, or oxygen) and are deposited as a thin nitride, carbide, or oxide hard material layer on the workpiece.
- Arc evaporation
During arc evaporation (arc process), hard material layers based on aluminum, titanium, zirconium, and chromium are applied to tools. In this vacuum-based coating process, the source material takes the form of an arc cathode.
A voltage of several hundred volts is applied between an anode and the positively charged arc cathode in a vacuum chamber. This creates an arc. It moves up and down on the arc cathode, melting or evaporating the smallest amounts of material. Positively charged metal ions form from around 90% of the evaporated cathode particles. A bias voltage is now applied between the vacuum chamber and the substrate. This causes the metal ions to accelerate towards the workpiece to be coated. There they react with a reactive gas that has been introduced (nitrogen, hydrocarbon, or oxygen) and are deposited as a thin nitride, carbide, or oxide hard material layer on the workpiece.
Our expertise for your individual sputtering targets and arc cathodes
Are you searching for the optimum layer? Put your trust in our decades of experience and large database of chemical compositions and manufacturing processes.
Our team is continuously further developing our sputtering targets and arc cathodes to improve the following material and coating properties:
- Grain size and microstructure
- Ductility
- Material hardness
- Resistance to oxidation
- Coefficient of friction
- Temperature resistance
- Thermal conductivity
- Electrical conductivity
- Color effects
- Antibacterial properties
We also perfect our titanium-aluminum mixture with further elements to suit your exact requirements. To improve the high-temperature stability, we add niobium, tantalum, molybdenum or tungsten. We achieve an increased hardness by combining with boron, while yttrium and hafnium result in an improved resistance to oxidation . The addition of silicon refines the microstructure and also increases the resistance to oxidation. We'll be happy to find the right combination of materials for you. Get in touch!
Ti-Al-N-coated tools: considerably less wear thanks to the use of molybdenum
Laboratory tests at Vienna's main technical university, TU Wien, in relation to the development of new PVD layers for wear protection applications have shown that Mo alloys reduce wear during the machining process significantly. This research was carried out in a Christian-Doppler laboratory with the involvement of Plansee, Oerlikon Surface Solutions AG, and the Institute of Materials Science and Technology.
Detailed results of the research were published by the Journal of Vacuum Science and Technology of the American Vacuum Society under the title "Effect of Mo on the thermal stability, oxidation resistance, and tribo-mechanical properties of arc evaporated Ti-Al-N coatings".
Other products for coating technology
Our aluminum-based targets and cathodes with integrated heat sinks are also available for you to test. These impress with an even higher thermal conductivity and are more stable on the edge of the target. Our aluminum heat sinks are connected directly to the target material.
Visit the product pages to find out more about our targets made of other materials:
